Logistics system
Our mission is to ensure delivery of pharmaceuticals.
Prescription pharmaceuticals are directly linked to lives and health of patients.
For fulfilling our mission to distribute secure and safe pharmaceuticals, we achieve the highest level of quality (thorough quality control), safety (traceability) and efficiency (establishment of the efficient logistics environment) by introducing cutting-edge technologies.
Seeking for the ultimate accuracy
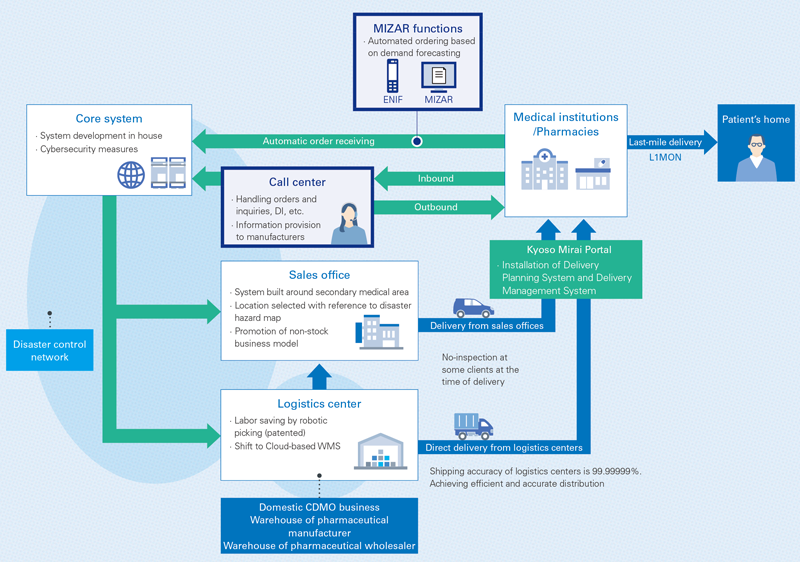
In order to deliver pharmaceuticals in a secure and safe manner, we are aiming at full automation of the logistics system by utilizing the advanced robot technology. Our latest logistics center has introduced robots for picking and loading, resulting in higher efficiency with less workload. Our shipment accuracy is 99.99999%. Moreover, our guaranteed shipping accuracy allows to omit inspections at delivery to our clients. This enables to greatly reduce the inspection time for clients.

Robust business infrastructures
The Group’s business infrastructure is constantly linking core systems managing sales, inventory, etc., with information systems managing sales operation, customers, etc., for automated data processing. We have been also focusing on the traceability for many years, and have established a system that enables centralized management of necessary information on any order issued, regardless of which logistics center or sales office or the products are shipped from across the country.
Pharmaceutical supply at the time of disaster
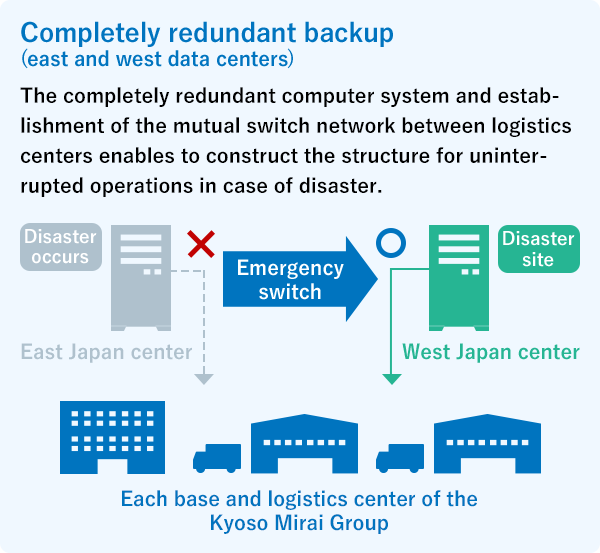
We cannot halt pharmaceutical supply even at the time of an unpredictable disaster. In anticipation of a disaster, we have established the structure for stable supply of pharmaceuticals in an emergency by redundant host computer and warehouse management system, coordination among call centers, installation of uninterruptible devices and periodic emergency drill.
We are also operating a highly-functional, consolidated, large logistics center “TBC DynaBASE” inside Keihin Truck Terminal, which is the wide-area transportation base designated by the Tokyo Metropolitan Government in an attempt to supply pharmaceuticals immediately and smoothly even in the event of a large-scale disaster.
SALM Solution System to optimize domestic distribution of specialty pharmaceuticals
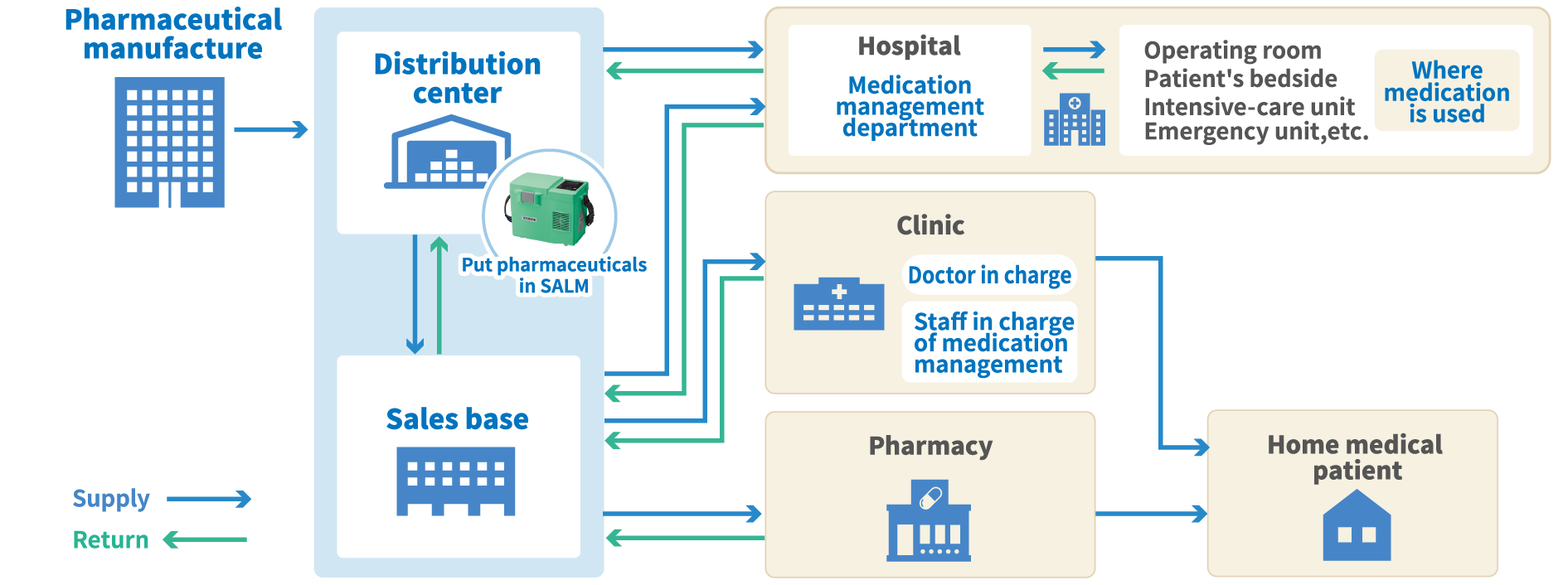
SALM Solution System is a pharmaceutical logistics system, which is realized through the combination of the Kyoso Mirai Group’s cutting-edge logistics systems and the Constant-Temperature Transportation Device "SALM TS" and "SALM FZ." It allows you to return and resell the products. In addition to effective utilization of specialty pharmaceuticals that require a rigorous temperature control and record, we commit to reduce carbon dioxide emissions in the logistics processes.
SALM Solution System
・Contributing to steady supply of specialty pharmaceuticals
Our centralized system helps speedy transportation between the bases and optimization of the amount of domestic distribution, which contributes to stable supply of specialty pharmaceuticals.
・Allows you to return and resell specialty pharmaceuticals
Unlike constant temperature control with a refrigerant, "SALM TS" and "SALM FZ" are capable of recording its internal temperature and device conditions on the built-in recorder and hence enable the use of the data as evidence to determine whether the quality of the specialty pharmaceuticals inside is harmed. Such controlled storage complies with the Guidelines on Good Distribution Practice of Medical Products for Human Use and allows you to return and resell the products, helping you significantly reduce the risk of wasting expensive specialty pharmaceuticals.
・Consistent temperature control from -25℃ to +37℃
The SALM device offers thorough control from shipment to use consistently in order to maintain the quality of specialty pharmaceuticals that require a rigorous temperature control and record. We can deal in specialty pharmaceuticals in a wide range of temperature because the temperature can be set between -25℃ to +4℃ within “SALM FZ” and between +4℃ to +37℃ within “SALM TS.”
・Bringing directly to an operating room or the patient’s bedside

・Contributing to reducing CO2 emissions
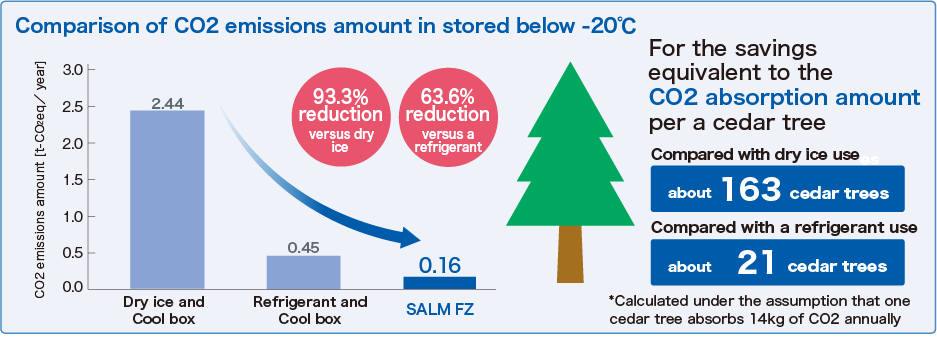
Compared with a refrigerant or dry ice used for constant temperature control, the “SALM” discharges less carbon dioxide during use. Using a SALM helps you reduce pharmaceuticals waste and the wasteful transport thereof. In other words, it helps you reduce carbon dioxide emissions from manufacturing and transportation processes.
We continue to make every effort to achieve secure and safe distribution of pharmaceuticals.
